全國(guó)服務(wù)熱線(xiàn):88550560-8212
不銹鋼鑄造由于鋼液的流動(dòng)性差,為避免鑄鋼件發(fā)生冷隔和澆缺乏,鑄鋼件的壁厚不能小于8mm;選用干鑄型或熱鑄型;恰當(dāng)進(jìn)步澆注溫度,一般為1520°~1600℃,由于澆注溫度高,鋼水的過(guò)熱度大、保持液態(tài)的時(shí)間長(zhǎng),流動(dòng)性可得到改進(jìn)。可是澆溫過(guò)高,會(huì)引起晶粒粗大、熱裂、氣孔和粘砂等缺點(diǎn)。
因此一般小型、薄壁及形狀雜亂的精細(xì)鑄造件,其澆注溫度約為鋼的熔點(diǎn)溫度+150℃;澆注體系的結(jié)構(gòu)力求簡(jiǎn)略、且截面尺度比鑄鐵的大;大型、厚壁鑄件的澆注溫度比其熔點(diǎn)高出100℃左右。
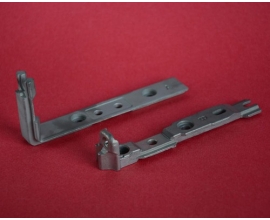
上一頁(yè):船舶游艇用配件
下一頁(yè):薄壁件鑄造-機(jī)加工

影響精密鑄造件尺寸精度的因素 一般情況下,精密鑄造件尺寸精度是受鑄件結(jié)構(gòu)、鑄件材質(zhì)、制模、制殼、焙燒、澆注等多方因素影響的,其中任何一個(gè)環(huán)節(jié)設(shè)置、操作不合理都會(huì)使鑄件的收縮率產(chǎn)生變化,導(dǎo)致鑄件尺...

陶瓷壓力傳感器陶瓷壓力傳感器:供暖系統(tǒng)中常用的傳感器有哪些?據(jù)鄭州發(fā)布了解到,2021年1月5日22時(shí),鄭州市大學(xué)路和建設(shè)路西南角熱力管網(wǎng)突發(fā)爆管,造成一名騎電動(dòng)車(chē)的行人不慎掉入路面塌陷區(qū)域后不幸死亡,另一名...

【無(wú)錫阿爾法精密機(jī)械制造有限公司】不銹鋼精密鑄造的冷鐵材料的選擇為增加不銹鋼精密鑄造鑄件局部冷卻速度,在型腔內(nèi)部及工作表面安放的激冷物稱(chēng)做冷鐵。不銹鋼精密鑄造生產(chǎn)中常將冷鐵、澆注系統(tǒng)和冒口配合使用,控...

精密鑄造是指用易熔材料制成可熔性模型,在其上涂覆若干層特制的耐火涂料,經(jīng)過(guò)干燥和硬化形成一個(gè)整體型殼后,再用蒸汽或熱水從型殼中熔掉模型,然后把型殼置于砂箱中,在其四周填充干砂造型,朂后將鑄型放入焙燒爐...
精密鑄件中的錳含量如何測(cè)定精密鑄件中的錳含量的測(cè)定一直沒(méi)有一個(gè)統(tǒng)一規(guī)則,各種各樣的方法千差萬(wàn)別,為了******標(biāo)準(zhǔn)的出臺(tái),這里總結(jié)保存,以備不時(shí)之需。要測(cè)量精密鑄件中的Mn,可以找到相關(guān)的國(guó)標(biāo),比如:錳含量的...

一般的,金屬型用鑄鐵和鑄鋼制成。鑄件的內(nèi)腔既可用金屬芯、也可用砂芯。金屬型的結(jié)構(gòu)有多種,如水平分型、重直分型及復(fù)合分型。其中垂直分型便于開(kāi)設(shè)內(nèi)澆口和取出鑄件;水平分型多用來(lái)生產(chǎn)薄壁輪狀鑄件;復(fù)合分...




時(shí)間:2020-09-29

時(shí)間:2020-12-03

時(shí)間:2021-04-20

時(shí)間:2021-09-14

時(shí)間:2021-01-06